![]()

Assembly & Machining
◆Case Examples
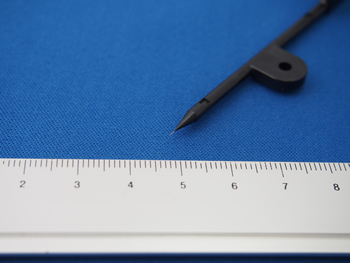
Insert Molding
Advantages
- Insert molding with micropipe
- Undertaking secondary fabrication
Problems
Handling minute and long pipes was very challenging.
Therefore, the in-process defect rate was high.
Solutions
We suggested “pipe insert molding.”
Fragile pipes became stronger and much easier to handle in the post-process.
As a result, it reduced the in-process defect rate in the post-process.
Applications
- Discharge nozzles
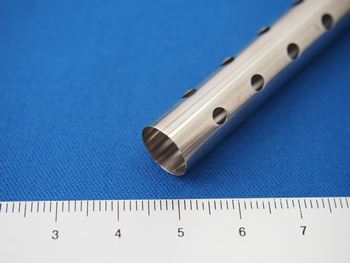
Electrolytic Machining
Advantages
- Complete no burr side holes
- Side hole dia. Φ2mm~
Problems
Any physical process left burr and it interfered with other parts.
Large amount of air pressure was lost through the gap.
It was unrealistic that deburring thousands of pipes.
Solutions
Electrolytic machining creates no burr.
Our side holed pipe and the other parts fit without any gap. Therefore, air loss was minimized and it contributed to energy conservation.
Since we completed pipe manufacturing to side-hole process, we reduced customer’s management cots, such as issuing purchase orders, managing delivery schedules, and payments.
Applications
- Air suction nozzles
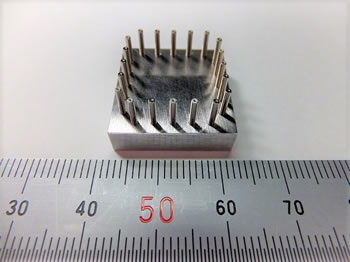
Press Fitting Assembly
Advantages
- ID ±0.003 and better
- Dimensions adjustable by micrometer
Problems
A jig was needed for spring force testing as a guide sleeve. However, usual pipes were not precise enough to match with a specific spring diameter.
When the gap between a spring and a sleeve is big, a spring bends and the force measurement does not become accurate.
Solutions
We manufactured exact dimensions requested by the customer.
We delivered not just as individual sleeves but we press fit them into the stage so the customer easily manipulate it.
Furthermore, the sleeves’ inner surface would not wear by rubbing with springs because they were made by nickel.
Applications
- Spring force testing guide sleeves