![]()

Pipe Manufacturing
◆Case Example
- 1. Micropipe
- 2. Resin tube tip forming die
- 3. Sleeves
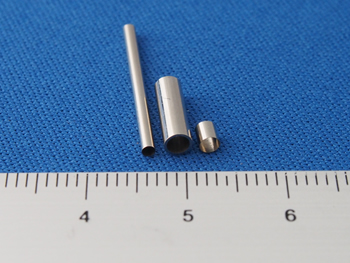
Micropipe
Advantages
- No-burr cut technology
- Up to 5um inner Au plating
- Crack resistive design by hardness adjustment
- Expanding inner diameter by thinning pipe-wall
Problems
It is very difficult to manage the gap control by using pipes made by standard methods.
Since standard pipes have thick wall, OD becomes larger when ID is prioritized, or ID becomes smaller when OD is prioritized.
OD outer diameter
ID inner diameter
Solutions
The normal ID tolerance of micropipe is ±0.003mm. Therefore, you don’t need to wait for ordering other parts until you actually inspect delivered pipes.
Micropipe’s wall thickness is easily adjustable.
You can expand ID with keeping the same OD or you can minimize OD with keeping the same ID.
Applications
- Spring probes
- Various nozzles
- Optical communication connectors

Resin Tube Tip Forming Die
Advantages
- Taper shapes
- R chamfering
- C chamfering
- ID φ0.5mm~
Problems
There is a big variation among the machined dies. Also, the inner surface is too rough to avoid the post-polish when they are delivered.
Solutions
Multiple identical copies are available from a single mandrel.
Inner surface is as smooth as Ra 0.1 or better so you don’t need additional polish.
Applications
- Catheter tip forming dies
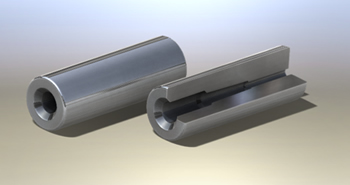
Thin-Wall & Thick-Wall Pipes
Advantages
- Any combinations of OD, ID, and length
- R chamfering
- C chamfering
- Slit cut
Problems
Better precision than machining is needed.
Pipes with thinner wall, higher aspect ratio, and stronger durability are needed.
Solutions
Wall thickness control is much easier by electroforming than machining.
High aspect ratio design became available with micropipe.
Durability of thin wall pipe increased by hardness control.
Applications
- Motor shafts
- Industrial endoscopes