![]()

管材製造
◆管材製造案例總覽
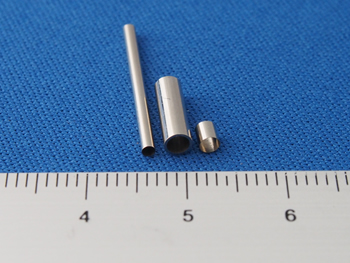
薄壁:微型管製造
特徵
- 減少毛邊、毛刺・變形的特殊剪切方法
- 內面鍍金厚度最大可因應至5μm
- 減少因調整硬度而產生裂紋
- 透過薄壁確保最大內徑
解決方案
因傳統加工管材未能提升精度,因此在控制篏合零件間的間隙上吃盡苦頭。
在傳統工法中因厚壁的關係,若屬內徑標準時,會擴大外徑;若屬外徑標準時,就會縮小內徑。
就讓NANSHIN來為您解決吧!
內徑誤差為標準的±0.003 mm,因此即便未確認管材精整加工情形,也可發出插入零件訂單,進而縮短前置時間。
可藉由薄壁化,在維持外徑的情況下擴大內徑、或維持內徑的情況下縮小外徑。
實際案例
- 半導體檢查用接觸探針
- 醫療系統和定量吐出機等各種噴管
- 光通訊領域(微型連接器)

厚壁:模型模具
特徵
- 不限錐度形狀
- R角加工/C面加工
- IDφ0.5 mm~
解決方案
在機械加工上,發生產品間的偏差。
此外,因內面粗糙而需進行拋光工程。
就讓NANSHIN來為您解決吧!
可製造數個通用心軸(芯材),因此可消弭產品間的偏差。
將心軸的表面光滑度直接轉印到模具內面,因此無須後續的拋光加工。
實際案例
- 樹脂軟管尖端成型用模具
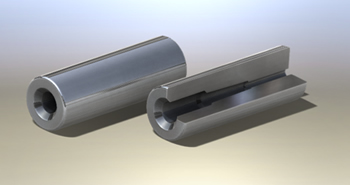
薄壁~厚壁套筒
特徵
- 自由組合外徑、內徑、全長
- R角加工/C面加工
- 狹縫加工
解決方案
需要高於切削和拉拔加工的精度。
需要超越機械加工以上的薄壁和高縱橫比與強度。
就讓NANSHIN來為您解決吧!
在電鑄工法特性上,容易控制厚度。
可設計高縱橫比。
藉由硬度控制,提升薄壁的耐久性。
實際案例
- 馬達軸心
- 工業用內視鏡