![]()

パイプ製造
◆パイプ製造事例一覧
- 1. 薄肉:マイクロパイプ製造
- 2. 厚肉:モールド金型
- 3. 薄肉~厚肉:スリーブ
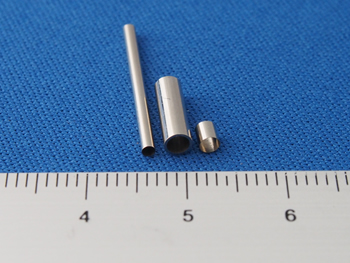
薄肉:マイクロパイプ製造
特長
- バリ・カエリ・変形を抑えた特殊カット方法
- 内面の金メッキ厚さ最大5μmまで対応
- 硬度調整でクラックの発生を抑制
- 薄肉で内径を最大確保
お困りごと
従来加工のパイプでは精度が上がらず、篏合部品とのギャップコントロールに一苦労でした。
従来工法では厚肉の為、内径基準の場合は外径が大きくなってしまい、外形基準の場合は内径が小さくなってしまいます。
ナンシンが解決!
内径のバラつきが標準で±0.003㎜なので、パイプの仕上がりを確認せずとも挿入部品の発注が可能となり、リードタイムの短縮にもつながりました。
薄肉化により外径をそのままに内径を拡大、もしくは内径をそのままに外径を縮小することができました。
採用事例
- 半導体検査用コンタクトプローブ
- メディカル系・ディスペンサーなどの各種ノズル
- 光通信分野(微細コネクタ)

厚肉:モールド金型
特長
- 自在なテーパー形状
- R加工/C面加工
- ID φ0.5㎜~
お困りごと
機械加工では製品間のバラツキが発生してしまいます。
また、内面が荒れてしまう為、研磨工程が必要です。
ナンシンが解決!
共通のマンドレル(芯材)に対して、複数個の製造が可能なため、製品間のバラツキがなくなりました。
マンドレルの表面粗さが、そのまま金型の内面へ転写するため、後から磨き加工が不要になりました。
採用事例
- 樹脂チューブ先端成形用金型
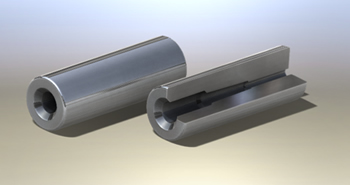
薄肉~厚肉スリーブ
特長
- 外径・内径・全長の組合せが自在
- R加工/C面加工
- スリット加工
お困りごと
切削や引抜加工以上の精度が欲しいです。
機械加工以上の薄肉かつ高アスペクト比で、更には強度が必要です。
ナンシンが解決!
電鋳工法の特性上、厚さのコントロールが容易になりました。
高アスペクト比の設計が可能となりました。
硬度コントロールにより、薄肉でも耐久性が上がりました。
採用事例
- モーターシャフト
- 工業用内視鏡